
1. Delamination
Der Hauptgrund ist, dass die Laminierungstemperatur oder die Haltezeit der Temperatur nicht ausreicht. Überprüfen Sie die Temperatur (Glasoberfläche) und erhöhen Sie die Temperatur oder verlängern Sie die Haltezeit der Temperatur.
Wenn Feuchtigkeitsschutzpulver auf der Glasoberfläche zurückbleibt, stellen Sie sicher, dass das Glas vor dem Aufbringen der Zwischenschichtfolie ausreichend sauber ist.
Mit Fasern, Papier oder Gewebe laminierte Glasscheiben nehmen beim Polieren oder Lagern leicht Feuchtigkeit auf, was zu einer Delamination führen kann. Wir empfehlen daher, dass das laminierte Material kleiner als das Glas ist, damit die EVA-Folie den Einsatz vollständig im Glas abdichtet.
Das Kantenpolieren sollte frühestens 24 Stunden nach dem Laminieren erfolgen. Überschüssigen Klebstoff vor dem Polieren mit einem scharfen Messer entfernen und darauf achten, dass nicht entfernte Klebstoffreste nicht gezogen werden.
Ungeeignete Dichtmittel können auch unerwünschte Auswirkungen auf die EVA-Folie haben. Daher sollten Musterproben angefertigt werden, um die Verträglichkeit zwischen Dichtmittel und EVA zu testen.

2. Dunst
Die Laminierungstemperatur oder die Haltezeit der Temperatur reichen nicht aus. Bitte laminieren Sie das Glas erneut, indem Sie das Laminierungsprogramm anpassen.
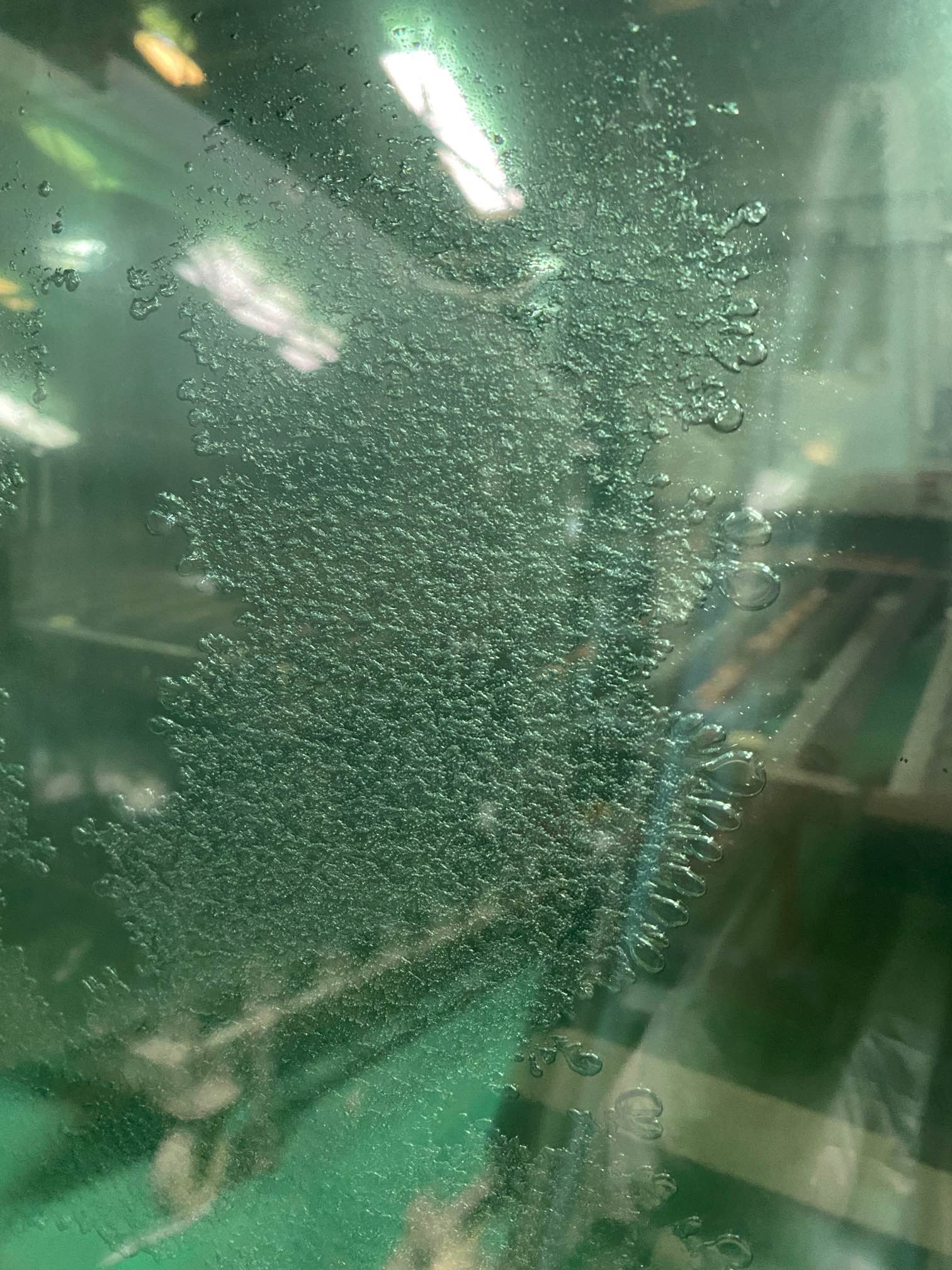
3. Blase
Prüfen Sie, ob die Vakuumpumpe einwandfrei funktioniert, keine Lecks aufweist oder verstopft ist.
Die Einstellungstemperatur im niedrigen Temperaturbereich sollte unter 65 °C (Glasoberflächentemperatur) liegen, da der Schmelzpunkt der EVA-Folie bei 65 °C liegt. Andernfalls wird Restluft im Verbundglas eingeschlossen, was mit Sicherheit zu Blasenbildung führt.
Wenn sich nur am Glasrand Blasen bilden, liegt das Problem an der Luftrückführung. Setzen Sie den Vakuumiervorgang fort, bis die Temperatur unter 60 Grad gesunken ist.

Wenn die Blasen als Linienmarkierung sichtbar sind, sollte eine dickere EVA-Folie verwendet werden, da die Oberfläche von gehärtetem Glas nicht vollkommen eben ist.
Das Problem der Blasenbildung kann auch dann auftreten, wenn die Laminiertemperatur viel höher ist als die Laminierformel. Daher sind sowohl die richtige Laminiertemperatur als auch die richtige Temperatur wichtig.

Teilen Sie uns gerne Ihre Meinung zu dem Problem und der Lösung mit. Wir sind offen für neue Erfahrungen und freuen uns, von Ihnen zu lernen.
Wenn Sie Ihren Glaslaminierungsprozess optimieren oder Hochleistungs-EVA-Folienoptionen erkunden möchten, helfen wir Ihnen gerne. Bei Sourceglas bieten wir eine breite Palette anEVA-ZwischenschichtfolienWir bieten eine breite Palette an EVA-Folien, darunter hochtransparente, UV-beständige, farbige und weiße Folien, die sowohl für Innen- als auch für Außenanwendungen geeignet sind. Unser Team unterstützt Sie gerne mit technischem Support, Produktempfehlungen und individuellen Lösungen, um Ihren spezifischen Beschaffungsbedarf zu decken.
Nehmen Sie noch heute Kontakt mit uns auf, um umfassendes Produktwissen zu erhalten und die ideale Folie für Ihr Projekt zu finden. Ob für Architektur-, Automobil- oder Smart-Glass-Anwendungen – Sourceglas ist Ihr zuverlässiger Partner für fortschrittliche Laminiermaterialien.
Veröffentlichungsdatum: 20. November 2021